|
|
BMe Research Grant |
|

Géza Pattantyús-Ábrahám Doctoral School of Mechanical Engineering
BME, Department of Polymer Engineering
Supervisor: Dr. Ronkay Ferenc György
Upcycling of Polymer Waste
Introducing the research area
Consumer society produces an increasing amount of waste. This is particularly true in the area of plastics, where the released products can be characterized by short life cycle, most of them appear in the waste stream within a year (just think of plastic bottles and packaging). The waste is mostly disposed in landfills in Hungary, which handling method should have been avoided according to the waste management hierarchy. Sustainable development, stricter regulations and societal demands require that waste be recycled with maximum practical benefits. Upcycling plastics can be achieved with two different methods: introducing chemical additives to polymers and processed together, or high purity separation of different plastics. The aim of my research is to introduce the upcycling methods by examples, in order to promote the recycling of waste against landfilling.
Brief introduction of the research place
I am performing my PhD research project in the accredited research facility of the Department of Polymer Engineering at the Budapest University of Technology and Economics. The advanced laboratory equipment as well as the ISO 9001 quality and ISO 14001 environmental management system enable the execution of the R&D projects at high standards. The high level scientific activity is marked by our own issued international journal, the Express Polymer Letters.
History and context of the research
Due to the short life cycle, plastic products quickly appear in the waste stream. Dealing with recycling is required because of sustainable development. Conversely, different plastics can be found in plastic waste stream at the same time (80% of municipal solid plastic waste consists of low – and high density polyethylene (LDPE, HDPE), polypropylene (PP), polystyrene (PS), polyethylene terephthalate (PET) and polyvinyl chloride (PVC)). Plastics generally are immiscible with each other because of their structure and for thermodynamics reasons, therefore the recycling of mixed plastic wastes encounters problems. Nevertheless, the main target is to achieve the best recycling method for plastic waste. One way is the separation of different plastics from each other into neat fractions, alternatively, they can be recycled together adding further chemical additives in order to improve the miscibility of plastics which results in better mechanical properties.
In industrial applications it is difficult to separate mixed plastic waste constituents from each other with the most commonly used density-based separation technologies. The difficulty is caused by the increasing application of polymer blends where plastics are mixed together in melted state during processing (e.g. the packaging of pre-packaged sandwiches consist of both PS and PE, because of the better aroma barrier property), or in many cases polymers are combined with fillers, fibre reinforcement and foaming agents. In these cases the density of plastic may change significantly from the original value, and the separation can only be achieved with more expensive techniques (Table 1), which renders the recycling process unprofitable.
Table 1. Plastic separation techniques
Separation |
Application |
Benefits |
Drawbacks |
preliminary sorting |
|
| |
in case of large density difference |
|
| |
utilizes the difference between surface properties |
|
| |
separate polymers with same density |
|
|
The miscibility of phases can be improved with a suitable copolymer or compatibilizer that contains functional groups, that reduce the interfacial tension between the phases resulting in a stable and finer morphology in blends (Fig. 1). The proper selection of compatibilizer is important in order to avoid deterioration of mechanical properties of blends. Therefore, a new evaluation method would be desirable to verify compatibilizers, which provides a quick and clear answer regarding the adequacy of compatibilizers and determines how much additive needs to be added to polymer blends.
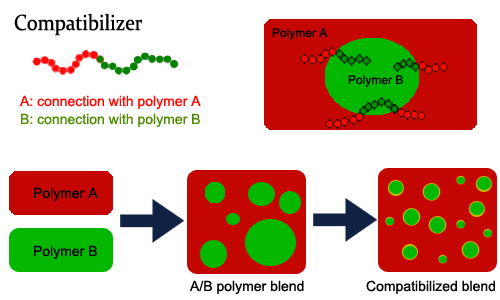
Figure 1. Effect of compatibilizer on morphology of polymer blend
The research goal, open questions
During the research – keeping in mind the described recycling methods – blends are prepared from plastics, available in large quantities in municipal and industrial solid waste. Firstly, compatibilized polymer blends was developed which would appear in waste stream later, because of its durability and functional application. In parallel, a new evaluation method was developed to verify the adequacy of compatibilizers.
A new, alternative separation technology based on density differences was developed, which is capable of producing a centrifugal force field that separates the different polymers of a multi-component sample according to their difference in density, promoting the analysing opportunities of the waste stream composition. Another aim was to separate blends which had been previously compounded in melted state (like PS/PE packaging of pre-packaged sandwiches) in an environmentally friendly way. Recycling of this waste type is not yet solved in industry.
Methods
Blend preparation
Styrene–ethylene–butylene–styrene block copolymer grafted with maleic anhydride (SEBS-g-MA) was introduced to plastics, where the styrene block of SEBS-g-MA is miscible with PS, the hydrogenated ethylene-butadiene blocks could react well with the HDPE phases and chemical interactions occurred between maleic anhydride groups of SEBS-g-MA and hydroxyl end-groups of PET. Blending was carried out in a twin-screw extruder, and from the resulting granules standard specimens were injection moulded for further morphological and mechanical investigations.
Plastics separation
Fig. 2/a. shows the novel separator developed, in which the separation of compatibilized blends takes place in melted state due to centrifugal force. Above the melting temperature of the plastic, the bondings between the phases can be broken up and plastics can be separated to neat fractions by the high centripetal acceleration as high as 30 to 100 times the acceleration of gravity. Owing to the influence of centrifugal force, melted droplets with higher density migrate towards the wall of the separation tank, while lower density polymers move towards the shaft during the spinning phase of the separation process. Finally, melted phases solidify during the shape-fixing and form separate, pure zones in the disc with sharp transition boundaries (Fig. 2/b).
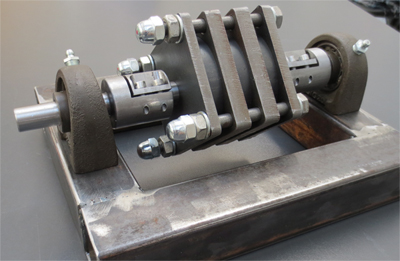
(a) (b)
Figure 2. (a) Own constructed polymer separator, (b) Polymers separated by its density differences [D1, D2]
Production from upcycled plastic waste
The upcycling opportunity of the separated plastics waste was presented through an example of automotive products, produced by two component (2K) injection moulding. By partial separation of automotive waste, a multicomponent product was produced, in which a shell/core structure was formed, with the shell consisting of high durability polyolefin, and the core comprised of higher density engineer plastics featuring higher tensile strength.
Results
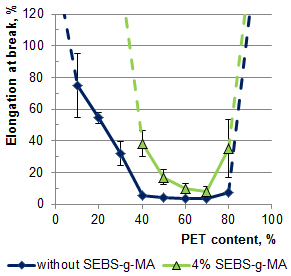
Blends mixed from the most commonly used plastics (like PS, PET, HDPE) are brittle, and their resistance to dynamic impacts is lower than pure plastics exhibit. Usually, blends can be characterized by low elongation, and break suddenly. To improve these properties, a SEBS-g-MA compatibilizer was used in 50/50 vol% PS/HDPE blends in various amounts. An improvement could be observed over the dynamic impacts in case, when the amount of SEBS-g-MAexceeded 2% in blends, which identifies the minimum volume needed to add to PS/HDPE blend to achieve a significantly tougher behaviour. A similar phenomenon was observed in PET/HDPE blend, when testing the elongation of blends at break. As plastics are immiscible with each other, PET/HDPE blends without compatibilizer showed low elongation at break values, especially in a range of 40-80 vol% PET content. Introducing SEBS-g-MA to PET/HDPE blends, the elongation at least doubled in this critical range without a significant decrease of tensile properties. The results show that proper selection of chemical additive can significantly improve the resistance against dynamic impacts [D3, D4].
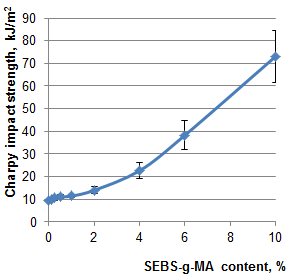
(a) (b)
Figure 3. (a) Charpy impact strength of 50/50 vol% PS/HDPE blend as a function of SEBS-g-MA content; (b) The elongation at break of PET/HDPE blends with and without compatibilizer as a function of PET content in blends [D5, D6]
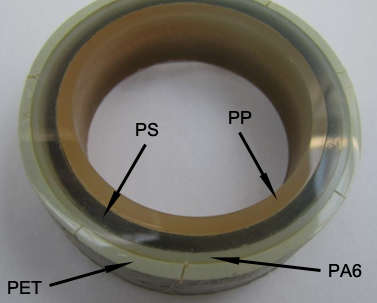
With the melted polymer separator developed four different type of plastics (PET, PA6, PS, PP) were investigated. Separation for all four plastics resulted high purity components, with the PET located in the outer zone of the separated disc and going inwards followed by PA6, PS and PP, respectively (Fig. 4). Samples from each separated zones were compared with the applied, original plastic by Raman-microscope; the results showed that every spectra from the different zones only matched with one plastic, which means that each zone contained only one type of plastic in high purity. Thus, this novel separation method enables application of multiple separation boundaries in a single step, and the thickness of the separated pure zones can be used the estimate the content of the sample taken from the waste stream with high accuracy (during the test the calculated composition differed by only 0.5% from the original composition of mixture). Furthermore, as each sample is characteristic for the whole zone, the analysis of waste stream can be accelerated.
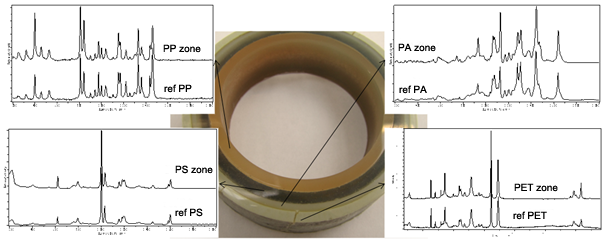
Figure 4. Separation of quaternary PET/PA6/PS/PP blend [D7, D8]
The separability of previously compounded polymer blends was also demonstrated on PS/HDPE and PET/LDPE blends, where the bonds above the melting temperature could be broken up. Therefore, multicomponent plastic products are recyclable, because the different plastics can be recovered into neat fraction after the separation. These conclusions were verified by thermoanalytical measurements [D9]. This research can promote the material recovery and recycling of polymer blends, a problem not yet solved.
The melt centrifuge developed also allows investigation of the adequacy of compatibilizer, facilitating the correct selection of the additive. It had been proven for compounded PS/HDPE blends, that a sharp, separated boundary could be observed for blends without compatibilizer, whereas increasing the amount of compatibilizer resulted increasingly thicker, compatibilized zone, where both plastics are present (Fig. 5). By adding 2% SEBS-g-MA, the two components could not be separated, not even partly, coherent compatibilized zone formed in the entire thickness of the disc, which supports the adequacy of SEBS-g-MA in PS/HDPE blends. This result was in a good agreement with the results of Charpy impact test. Consequently, this novel evaluation method can reliable predict the adequacy of compatibilizer, and can quickly determine the amount of additive to be added to the polymer blend. Increasing the toughness of polymer blends can result in longer life cycle of polymer products.
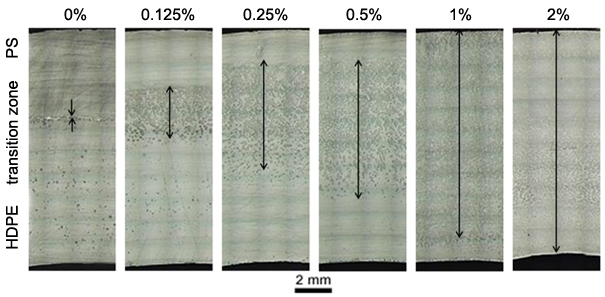
Figure 5. Increasing of the thickness of compatibilized, transition zone as a function of the amount of compatibilizer [D10]
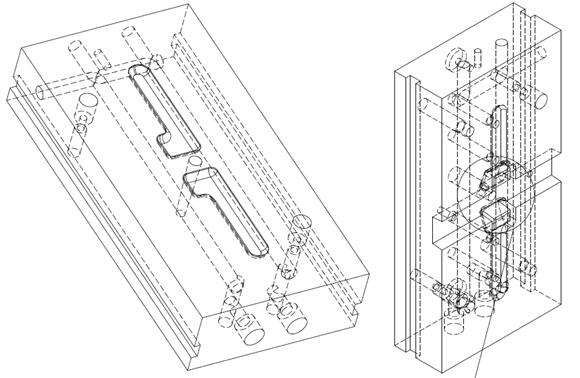
Utilizing the results, a vehicle part was designed, namely the arm of the internal door opener from automotive waste. After analysing the composition of recovered plastics-rich light fraction, it became clear, that the waste should be separated into two parts: tough polyolefins featuring a density below 0.97 g/cm3 could be recovered, and ones exceeding 0.97 g/cm3 were engineering plastics with higher tensile strength. This result gave a good basis for product development [D11], which is realized in the following steps: modelling, simulation, mould manufacturing, production, and finally functional tests were realized on the opener arms (Fig. 6).
|
| |
(a) | (b) |
| |
(c) | (d) |



{kind=link}
Figure 6. Product design process: (a) simulation, (b) mould manufacturing, (c) producing, (d) functional tests
Further upcycling was feasible with two component (2K) injection moulding, forming a shell/core structure during the production (Fig. 7). The shell consists of the separated PE and PP in the largest volume added with flame retardant (because of the rigorous standards). Higher density, engineering plastics formed the core added with compatibilizer in order to achieve a better connection between the phases. Introduction of glass fibre to the core, further improved tensile strength and tensile modulus. Thereby, it enabled producing an automotive part, which was tough and flame retardant enough thanks to the developed shell structure; while the high tensile strength and modulus were given by the recovered, compatibilized engineering plastics reinforced with glass fibre. After upcycling the product was able to maintain its favourable mechanical properties within a wide temperature range (-20 to 65°C). Finally, economic calculations proved that production with upcycled automotive waste is cheaper by 20% than production from raw plastic materials [D12].
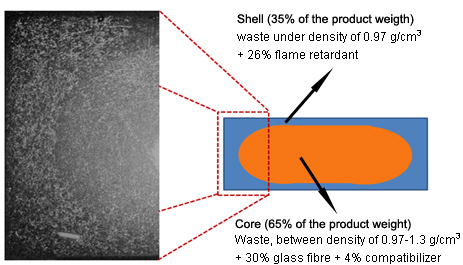
Figure 7. Morphological structure of automotive internal door opener arm produced by two component injection mouldings [D13]
Expected impact and further research
The upcycling of plastic waste can promote the developed novel separation method, that enables plastics separation from each other quickly and at high purity. The device presents the opportunity of precisely analysing the composition of real waste streams. This was the first time that blends were separated into their pure components without using any chemical dissolvent. At the same time, the evaluation method of adequacy of compatibilizers was also presented.
From January, 2015 the reuse and recovery is required to increase to a minimum of 95% by weight for all end-of life vehicles, which underpins the vital importance of recycling the plastic-rich light fraction. It has been proved, that it is possible to recycle the automotive plastic waste at high level which then can be used in the production of new automotive parts.
Publications, references, links
Publications
[D1] Dobrovszky K., Ronkay F.: Polimerek újfajta szétválasztási lehetősége. Mechanoplast 2013, Miskolc, 1-6. ISBN: 978-963-358-033-2. In: Czél György (ed.)
[D2]
Dobrovszky K., Ronkay F.: Új módszer kidolgozása autóipari műanyag
hulladékáram összetételének előrejelzésére. IX. Országos Anyagtudományi
Konferencia, Balatonkenese, Hungary, October 13-15, 2013, (poster).
[D3]
Dobrovszky K., Ronkay F.: Toughness Improvement in ternary PET/PS/HDPE
polymer blends with compatibilizer. Széchenyi Doctoral Students'
Conference 2014, Győr, Hungary, May 23, 2014, (poster)
D4] Dobrovszky K., Ronkay F.: Toughness improvement in ternary HDPE/PS/PET polymer blends with compatibilizer. Acta Technica Jaurinensis 8, 36-46 (2015).
[D5] Dobrovszky K., Ronkay F.: Effects of SEBS-g-MA on rheology, morphology and mechanical properties of PET/HDPE blends. International Polymer Processing 30, 91-99 (2015). IF=0.512
[D6] Dobrovszky K., Ronkay F.: Influence of morphology and compatibilizer on burning behaviour of PET/HDPE blend. PPS2015, Graz, Austria, 2015, submitted
[D7] Dobrovszky K., Csergő V., Ronkay F.: Alternative, new method for predicting polymer waste stream contents. Materials Science Forum 812, 247-252 (2015).
[D8] Dobrovszky K., Ronkay F.: Alternative polymer separation technology by centrifugal force in a melted state. Waste Management 34, 2104-2112 (2014). IF=3.220
[D9] Dobrovszky K.: Műanyagok sorsa a hulladékba kerülés után. IX. Szent-Györgyi Albert Konferencia, Budapest, Hungary, April 11, 2015 (lecture)
[D10] Dobrovszky K., Ronkay F.: Investigation of compatibilization effects of SEBS-g-MA on polystyrene/ polyethylene blend with a novel separation method in a melted state. Polymer Bulletin, submitted (2015). IF=1.438
[D11] Dobrovszky K.: Dobrovszky K.: Upcycling of polymer waste from automotive industry. Periodica Polytechnica Mechanical Engineering 55, 73-77 (2011).
[D12] Dobrovszky K., Ronkay F.: Minőségnövelt hulladékhasznosítás kétkomponensű fröccsöntés alkalmazásával. Műanyag és Gumi 49, 48-51 (2012).
[D13] Dobrovszky K.: Upcycling of polymer waste from automotive industry. Gépészet 2012: Proceedings of the eighth international conference on mechanical engineering. Budapest, Hungary, 2012, 83-89. ISBN: 978-963-313-055-1. In: Stépán Gábor (ed.)
Links
Thesis Award of Mechanoplast - I. prize
References
[1] Wu G., Li J., Xu Z.: Triboelectrostatic separation for granular plastic waste recycling: A review. Waste Management 33, 585-597 (2013).
[2] Alter H.: The recovery of plastics from waste with reference to froth flotation. Resources, Conservation and Recycling 43, 119-132 (2005).
[3] Bezati F., Froelich D., Massardier V., Maris E.: Addition of X-ray fluorescent tracers into polymers, new technology for automatic sorting of plastics: Proposal for selecting some relevant tracers. Resources, Conservation and Recycling 55, 1214-1221 (2011).
[4] Vermeulen I., Van Caneghem J., Block C., Baeyens J., Vandecasteele C.: Automotive shredder residue (ASR): Reviewing its production from end-of-life vehicles (ELVs) and its recycling, energy or chemicals’ valorisation. Journal of Hazardous Materials 190, 8-27 (2011).
[5] Zhang C., Huang K., Yu P., Liu H.: Sugaring-out three-liquid-phase extraction and one-step separation of Pt(IV), Pd(II) and Rh(III). Separation and Purification Technology 87, 127-13 (2012).
[6] Utracki L.A.: Polymer Blends Handbook. Kluwer Academic Publishers, Dordrecht (2002).
[7] Perugini F., Mastellone M.L., Arena U.: A Life Cycle Assessment of mechanical and feedstock recycling options for management of plastics packaging wastes. Environmental Progress & Sustainable Energy 24, 137-154 (2005).
[8] Pongstabodee S., Kunachitpimol N., Damronglerd S.: Combination of three-stage sink–float method and selective flotation technique for separation of mixed post-consumer plastic waste. Waste Management 28, 475-483 (2008).
[9] Bakker E.J., Rem P.C., Fraunholcz N.: Upgrading mixed polyolefin waste with magnetic density separation. Waste Management 29, 1712-1717 (2009).
[10] Burat F., Güney A., Kangal M.O.: Selective separation of virgin and post-consumer polymers (PET and PVC) by flotation method. Waste Management 29, 1807-1813 (2009).
[11] Serranti S., Gargiulo A., Bonifazi G.: Characterization of post-consumer polyolefin wastes by hyper-spectral imaging for quality control in recycling processes. Waste Management. 31, 2217-2227 (2011).
[12] Gent M.R., Menendez M., Torano J., Torno S.: Optimization of the recovery of plastics for recycling by density media separation cyclones. Resources, Conservation and Recycling 55, 472-482 (2011).
[13] Carvalho M.T., Agante E., Durao F.: Recovery of PET from packaging plastics mixtures by wet shaking table. Waste Management 27, 1747-1754 (2007).
[14] Vajna B., Bodzay B., Toldy A., Farkas I., Igricz T., Marosi Gy.: Analysis of car shredder polymer waste with Raman mapping and chemometrics. Express Polymer Letters 6, 107-119 (2012).
[15] Matsusaka S., Maruyama H., Matsuyama T., Ghadir, M.: Triboelectric charging of powders: a review. Chemical Engineering Science 65, 5781–5807 (2010).
[16] Jarukumjorn K., Chareunkvun S.: Compatibilization of recycled high density polyethylene (HDPE)/polyethylene terephthalate (PET) blends. Suranaree Journal of Science and Technology 14, 1-8 (2006).
[17] Li Z., Liu C.M., Liu H.L., Wang K., Fu Q.: Non-uniform dispersion of toughening agents and its influence on the mechanical properties of polypropylene. Express Polymer Letters 8, 232-242 (2014).