|
|
BMe Research Grant |
|

Kálmán Kandó Doctoral School of Transportation Engineering
Department of Automobiles and Vehicles Manufactruring
Supervisor: Dr. Markovits Tamás
Laser assisted metal-plastic joining
Laser assisted metal-plastic joining
The increasingly common simultaneous utilisation of different material groups, like metals and plastics in our devices enables the creation of new parts which exceed the properties of the base materials, however it challenges the currently known joining technologies. Laser assisted metal-plastic joining may provide a solution in the near future, eliminating the shortcomings of the technologies presently applied.
Brief introduction of the research place
The first laser laboratory in the Hungarian higher education was established at the Budapest University of Technology and Economics, Department of Automobiles and Vehicle Manufacturing, where the research on laser material processing goes back for decades. Among the research activities, joining technologies such as laser welding, laser brazing or transparent-absorbent polymer-metal joints play an emphasized role.
History and context of the research
The industrial trends of recent years include the expanding utilisation of plastics and increasing application of lasers in a variety of manufacturing processes. The beneficial properties of plastics, like good strength-weight ratio, good electric and heat insulating ability, high degree of ductility and low price justify the expanding area of application of this material family [H1]. This trend is especially noticeable in the field of vehicle manufacturing, where the use of plastics enables lightweight construction, and thereby reduction of weight and CO2 emissions in harmony with EU requirements [H2]. Plastics, however, cannot replace metallic structural elements in full, what makes the joining of the two materials inevitable. Laser beam is able to create the joining, which corresponds to expectations of today’s industry: laser processing can be easily automated and controlled, is flexible, fast and precise [H3]. The laser assisted metal-plastic joining is the adaptation of plastic welding technology widely used in the industrial sector. Replacing one element of the transparent plastic welding with another material (e.g. steel, aluminium or ceramic), the joining process follow the known pattern, however, the areas of application will multiply enabling the creation of structures that was considered problematic or even impossible before.
The research goal, open questions
There are several solutions for joining metals and plastics (e.g. riveting, adhesives), nevertheless each of them has disadvantages, which renders their application difficult [H5].
The description of phenomena taking place during laser joining is deficient, the effect of technological settings and their influence on joint quality is not clarified, and material types used in various researches is very limited. Furthermore, laser-polymer interaction is unknown for longer irradiation times and pulse mode beam sources.
Therefore, my research work aimed at the development of a new joining technology which enables the direct joining of metals and plastics so that it eliminates the shortcomings of competitor technologies. I also focussed on the description of phenomena arising during joining, the exploration of influencing factors and their effect on joint quality, and the elaboration of a process which enables the investigation of effects of a pulse-mode laser beam on the transparency.
Methods
In the case of transparent-absorbent joining, sheet materials can be joined in an overlapped position, or pins can be fastened in sheet-like materials. The process is based on the transparency of the upper, in this case plastic material for the laser beam; the material transmits the major part of radiation, while the lower metal sheet partly absorbs it thus generating heat in the sheet. Part of this heat energy is transmitted from the metal to the plastic sheet, resulting in the heating, softening and even the decomposition of plastic. The melted plastic fills the pores and irregularities of metal surface aided by an applied clamping force. After establishing and cooling down of the bond, which only takes a few seconds, a contact is created between the two materials, which do not tear at the interface but in the base material if appropriate settings are used, the external surface of the sheets remain intact, and the joining remains invisible.

Fig.1. Absorption of laser beam in the case of transparent-absorbent joining [H6]
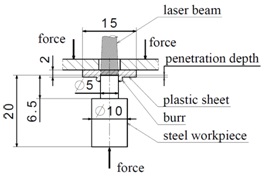
In my research work, I established a joining between a steel pin and poly(methyl-methacrlylate) (PMMA) by means of a pulse mode Nd:YAG laser. During the process, the steel pin heats up by laser beam transmitted by the plastic, and then, due to the applied clamping force, it penetrates into the plastic sheet softened by the laser energy. The depth of this penetration is an important process feature, because by increasing the penetration, the contact area of the materials increases as well. During the process, bubbles occur next to the steel surface, and the excess material forms a burr around the pin on the surface of the plastic.
 |
 |
| (a) | (b) |
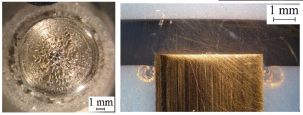
Fig. 2. Schematic view of joint formation (a) [P8], top view and cross section of the joining (b) [P4]
For the qualification of the bonds stereomicroscopic analysis and tensile test was used. In the stereomicroscope observations, the amount and dispersion of arising bubbles were easily traceable, while the tensile test allowed me to measure the curve of force change and the maximal force provided by the joint. To examine the thermal properties and decomposition process of plastic, DSC, TGA methods and mass spectrometry were used. Applying the mentioned methods, glass transition temperature, i.e. the temperature limit of plastic softening, the starting temperature and products of decomposition can be determined. Furthermore, the investigation of cross the section and the surface of torn joints by scanning electron microscopy enabled to observe the phenomena occurring around the interface.
Information on temperature rise during the joining process is vital to evaluate joint quality and for the description of accompanying phenomena, therefore the surface temperature of steel pin and temperature distribution was followed by means of a thermocouple and a thermographic camera.
Results
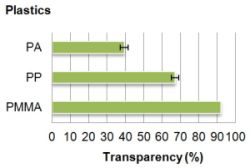
At first, I investigated the effects of laser beam on the plastic with a device and process developed by myself. In the frame of the new process, I measured the power and power change of laser beam passed through the sheet as a function of different settings, material types, thicknesses as well as the irradiation time, and calculated the transparency of the sheet [P1], [P6].
Thereafter, I identified the correlation between clamping force, bubble formation, penetration, surface roughness, sheet thickness, pin geometry, and tensile strength. I showed that although the penetration of the pin increases with increasing heating times, due to the bubble formation, the tearing force has an optimum. The bubbles behave as inclusions and weaken the joint. Still, they should be considered inherent features of the joint, as I could not create a bond without bubble formation [P5], [P9]. By an appropriate selection of clamping force, the formation of bubbles can be controlled and reduced, thus increasing bond strength. Temperature measurement showed that the bubbles comprise the decomposition products of the plastic formed by the overheating and degradation of the material. Furthermore, the distribution of the bubbles is related to the typical temperature distribution generated by the laser [P2].
 |
 |
| (a) | (b) |
Fig. 3. Effect of heating time and clamping force on the maximal tearing force (a) [P4], measured transparency of different plastics (b) [P1]
Analysing the effect of laser pulse properties on bond strength, in the examined range a significant effect could only be found for large pulse energies: here the strength decreases attributable to the overheating and degradation of plastic caused by large pulse energies [P8].
Upon investigating strength improvement opportunities, I showed that tearing force can be enhanced by increasing sheet thickness, the surface roughness of the steel sample and by using special pin geometry. It can be shown that increased surface roughness not only increases the rate of mechanical interlocking between plastic and steel, but improves the absorption of laser radiation on the surface as well [P3], [P4]. The highest strength of bond achieved with the mentioned methods featured an average tearing force of 900 N (in the case of 5mm pin diameter and 5mm PMMA thickness), which is a remarkable result [P7].
In the scanning electron microscopy images, a very tight contact between the materials can be observed, which refers to mechanical interlocking, and is the necessary condition for direct chemical bond between metal atoms and polymer molecules [H2].
At the end of my work, I compared the bond strengths of laser joining to adhesive joining, using the same pin to plate geometry, to position the new method among the joining technologies. The laser joining has a strength comparable to adhesive joining, in many cases even exceeding that.

Fig. 4.: Application of transparent-absorbent joining to replace screwing [P4]
Expected impact and further research
The described laser joining technology is a cutting-edge, intensively researched area. There are international conferences organized in the topic (e.g. LANE, ICALEO) with participation of prestigious researchers, however, practical application of the technology is at an early stage. My future aim is the investigation of elemental chemical processes occurring at the interface for a better understanding of the joining mechanism. Also, I aim at developing the joining technology so that it gets closer to industrial application. I plan to establish an overlapped sheet-to-sheet joining geometry in case of PMMA and steel, and expand the number of metallic and polymeric materials used for joining.
Publications, references, links
Related own publications:
[P1] Markovits Tamás, Bauernhuber Andor, Mikula Patrik: Study on the transparency of polymer materials in case of Nd:YAG laser radiation. Periodica Polytechnica-Transportation Engineering 41:(2) pp. 149-154. (2014)
[P2] Bauernhuber Andor, Markovits Tamás: Thermal analysis of laser transmission joining process applying PMMA plastic and steel. Analysis of technology in various industries. pp. 17-26. ISBN: 978-83-63978-11-2 (2014)
[P3] Markovits Tamás, Bauernhuber Andor: Hybrid joining of steel and plastic materials by laser beam. Transport (Vilnius) Volume 28:(Issue 3) pp. 1-6. Paper ISSN 1648-4142. (2013)
[P4] Dr Markovits Tamás, Bauernhuber Andor: Lézersugaras fém-polimer hibrid kötés (in Hungarian). A Jövő Járműve V.:(2013/01-02) pp. 63-67. Paper ISSN 1788-2699. (2013)
[P5] Bauernhuber Andor, Markovits Tamás: Lézersugaras fém-polimer hibrid kötés, mint új lehetőség a kötéstechnikában (in Hungarian). GÉP vol. LXIV. :(Issue 3.) pp. 7-11. Paper ISSN 0016-8572. (2013)
[P6] Bauernhuber Andor, Markovits Tamás, Mikula Patrik: Laser polymer interaction in case of Nd:YAG laser beam source. 30th International Colloquium on Advanced Manufacturing and Repairing Technologies in Vehicle Industry. pp. 17-24. Paper ISBN 978-963-313-079-7. ISBN: 978-963-313-079-7
[P7] Tamás Markovits, Andor Bauernhuber, Márton Géczy: Investigating the Shape Locking Phenomenon in Case of LAMP Joining Technology. Physics Procedia 39: pp. 100-107. (2012)
[P8] Bauernhuber Andor, Markovits Tamás: Laser assisted joining of metal pins and thin plastic sheets. Physics Procedia 39: pp. 108-116. (2012)
[P9] Bauernhuber Andor, Markovits Tamás: Investigating the joining of PMMA plastic to steel by Nd:YAG laser. Materialové Inzinierstvo-Materials Engineering 19:(4) pp. 164-174. (2012)
Links:
Department of Automobiles and Vehicle Manufacturing
References:
[H1] Y. Farazila, Y. Miyashita, Wang Hua, Y. Mutoh, Y. Otsuka: YAG Laser Spot Welding of PET and Metallic Materials, JLMN-Journal of Laser Micro/Nanoengineering Vol. 6, No. 1, 2011
[H2] Dustin Flock: Wärmeleitungsfügen Hybrider Kunststoff-Metall-Verbindungen, PhD dissertation, Rheinisch-Westfälischen Technischen Hochschule Aachen, 2011
[H3] Andrei BOGLEA, Alexander OLOWINSKY and Arnold GILLNER: Extending the Limits of Laser Polymer Welding using Advanced Irradiation Strategies. JLMN-Journal of Laser Micro/Nanoengineering Vol. 5, No. 2, 2010
[H4] P. van Engen, F. Lupp, L. Bolognese, M. Hempel, B. Palfelt, F. Bachmann, U. Russek, J. Campbell, R. Korbee, K.Grim: New advances in polimer-laser welding, Philips CFT – Siemens - Fiat CRF - STEGA MicroParts – Thermoform - FhG-ILT - Rofin-Sinar – Avecia - DSM Research - Kath. Universiteith Leuven publication, 1999
[H5] Seiji Katayama and Yousuke Kawahito: Laser direct joining of metal and plastic. Scripta Materialia 59 (2008) 1247–1250
[H6] L. S. Mayboudi, P. J. Bates, A. M. Birk , G. Zak: Laser Transmission Welding of a Lap-Joint: Thermal Imaging Observations and Three–Dimensional Finite Element Modeling, J. Heat Transfer 129(9), 1177-1186 (Jan 23, 2007)