|
|
BMe Research Grant |
|

Doctoral School of Informatics
Department of Electronics Technology
Supervisor: Dr. Illyefalvi-Vitéz Zsolt
Vapour Phase Soldering - modelling and improving an energy-efficient assembling process
Introducing the research area
Vapour Phase Soldering (VPS) is an emerging reflow soldering technology. Besides the achievable high soldering quality, its energy-efficiency makes the process a serious alternative of the conventional reflow methods. I aimed to investigate and model the heat transfer during the process, improve on the quality aspects. The research also enabled special applications, such as soldering on heat-sensitive, biologically degradable Printed Circuit Boards (PCBs).
Brief introduction of the research place
The Department of Electronics Technology was founded in 1964 to teach and research the interdisciplinary fields of materials science, physical design and assembly technologies. Its mission is to implement its unique approach in the electronics industry. Researching soldering technologies is an important competence of the Department. During the research, a cooperation was established with the Politehnica University of Bucharest and consultations were arranged with industrial specialists (IBL, Solvay Solexis).
History and context of the research
The most common assembly technology of modern electronic circuits is the Surface Mount Technology (SMT) (Figure 1, left). During SMT, solder paste is printed on the contact pads of the PCB, and the components are placed then automatically into their positions. Finally, heat is transferred to the whole assembly, melting the solder alloy in the paste. Next, during cooling, the alloy solidifies and forms mechanical and electrical contact between the PCB and the components. (The complete process is called “reflow soldering”.) Heat transfer is a crucial aspect of the process, as it affects the quality and the possible failures of the joints (Figure 1, middle and right). Reflow soldering is conventionally carried out with infra-red, convection type and (lately) with VP soldering systems.

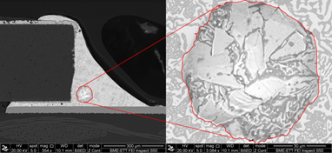
Fig. 1. - Automotive circuit with surface mounted components (left); Cross-section of a chip-sized component soldered with non-optimal profile (middle), located gas void in the solidified eutectic Sn-Bi joint, which reduces mechanical stability (right).
Heat transfer in VPS [1] is based on condensation. Perfluoro-polyether type (PFPE) liquid is heated in the main tank of the VPS system [2,3], where it starts to boil and form a vapour blanket. The prepared assembly is then immersed into the saturated vapour column (Figure 2, left), where the medium condenses on the surface of the colder assembly. The released latent heat of vaporization heats up the assembly and eventually melts the solder paste. Solder joints produced with VPS can exceed the quality of those created with conventional reflow technologies. [4,5].
The technology gained newfound focus [6-10] and will have an important role in the near future, because:
- it allows even heat transfer along the surfaces of a complex, large size PCBs as well (e.g. in automotive industry);
- it can produce solder joints with outstanding quality even with fine-pitch components (bearing several 100 microns of raster size between the terminals);
- It is energy efficient (Figure 2, right), as it requires almost an order of magnitude less energy than the most popular convection-type reflow method.
- Energy requirements can be further reduced with the use of Soft Vapour Phase (SVP), where heat transfer depends on the vertical position of the PCB in the vapour column, which is configured for unsaturated concentration dispersion along its height.
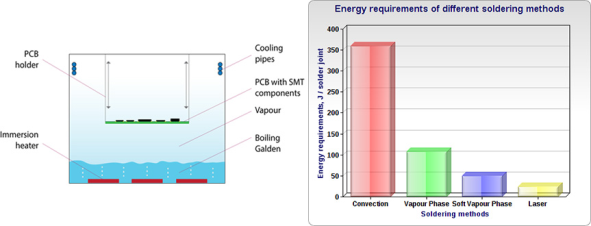
Fig. 2 - Schematic diagram of VPS (left); energy requirements of reflow methods (right) (the less productive laser soldering is seldom used in mass manufacturing).
The research goal, open questions
The main advantage of VPS is the even heating of the condensation [6,7,8]. To achieve this, even temperature- and vapour concentration distribution is needed in the process zone. Industrial constructions offer simple solutions for the qualitative and quantitative description of the process zone based on empiric findings. The descriptions lack scientific depth [9,10]. During my basic research I aimed at making progress in the measurement techniques, simulation, and practical applications of the VPS process.
With the help of a physical model prepared for sensor measurements, saturation threshold of the vapour space can be detected. By modelling of the process zone, construction of the oven can be efficiently optimized. Besides a multiphysics approach, the model can be extended with explicit heat transfer calculations based on filmwise condensation, which is able to predict a heating profile in the matter of seconds, helping the practical work of oven operators. The simulations can be verified with the physical model, thus approving the applicability of the calculations.
Based on the measurements, simulation data and overall experience, our further aim is extending the system with a sample holder, which can improve the process of SVP, further optimizing the quality of the joints and reducing the energy requirements of the process. These improvements enable soldering on heat-sensitive biologically degradable (compostable), environment-friendly PCB substrates.
Methods
The research started with the development of an experimental VPS station (Fig. 3, left). An immersion heater heats the Galden type PFPE liquid at the bottom of the tank. The upper cooling halts any excessive vapour, and vertically broadens the upper, unsaturated part of the vapour column for SVP, when low heating power is applied.
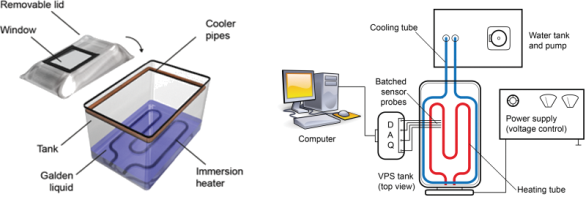
Fig. 3 – Parts of the experimental soldering station (left); full block diagram (right)
K-type chromel-alumel thermocouples were used for temperature measurements. For pressure measurements membrane based and calorimetric differential pressure sensors were applied to the system. The sensor devices were attached to the process zone with a probe (Fig 3. right). Data was logged to PC with a data acquisition tool.
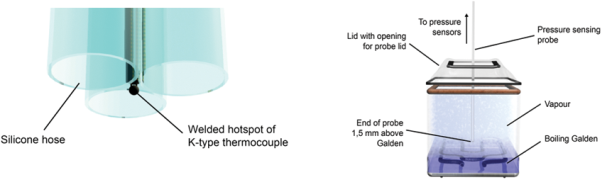
Fig. 4 – Calorimetric pressure sensor core (left); the probe is immersed to the process zone (right).
The measurements were carried out with Galden HT170 type liquid, which has a lower boiling point enabling faster measurement and verification cycles.
To model the VPS process a MATLAB software was used, which was developed at the department. The tool works as a finite-difference simulation software. The multiphysics simulation can be extended with board-level modeling, but the approach is not practical for industrial application. Having exact information about the homogeneous process zone volume and PCB dimensions, a simplified modelling of heat transfer based on filmwise condensation can be used. I have developed a MATLAB software for such calculations. To obtain a correct model, I have studied the related literature of filmwise condensation. With the method, I have defined an overall heat transfer coefficient for VPS at given parameters.
Utilizing
the summarized results and findings, I added a stepper-motor based,
vertically controllable sample holder to the system, which is based on
active temperature feedback. With the active control it is possible to
track programmed soldering profiles on a sample PCB. The additional
system was realized in National Instruments environment, with
hardware-software co-design, where the hardware (stepper-motor control
and driver cards) is extended with LabView software control, granting a
simple, ergonomic graphical user interface for profile programming. The
block scheme of the system is presented in Figure 5. The sample holder
is moved in the process zone by the stepper motor, according to the
measured temperature of the sample.
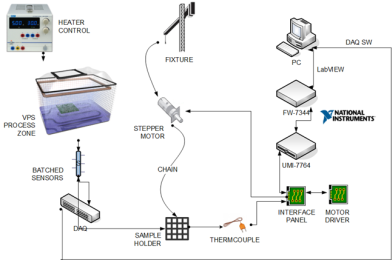
Fig. 5 – Full block diagram of the extended system
The precise setting of the profile allows the use of conventional reflow soldering for assembling circuits on heat-sensitive, biologically degradable cellulose-acetate (CA) boards (Fig. 6) developed at the department. Special lead-free alloys (58Bi/42Sn) are used for the process.
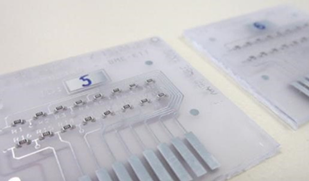
Fig. 6 – Chip-size components placed on a biologically degradable CA board
Results
With the pressure- and temperature sensors, three different stages of the heating-up process were recognized. (I - heating, II - slow saturation, III - saturated steady state). With sole temperature measurements (according to the industrial practice) it is possible to falsely indicate the saturation in stage II, where concentration is far from saturation. With the measurements it is possible to spot the boundary of saturation like a trigger signal. Hydrostatic pressure measurement at one point also enables defining the height of the excessive saturated vapour blanket.
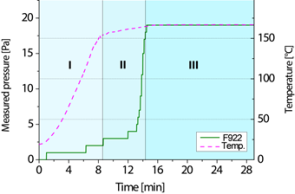
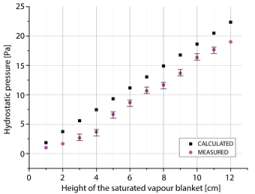
Fig. 7 – Output of (F922)-type pressure sensor related to measured temperature at the same point (left); approximating the height of saturated vapour column with hydrostatic measurements (right).
The two main state variables of the process zone can be simultaneously characterized with the verified simulation tool. Inhomogeneities of the vapour temperature (Video) and the concentration (Video) can be plotted at fine resolution during the heating up period and steady state of the process zone. It is also possible to define the optimal process zone volume, where the concentration is not affected by the surroundings (walls, cooling, corners). The optimal boundary of the process zone (white rectangle) was defined during the initial design, then it was corrected (blue rectangle) after the calculations, according to the inhomogeneities.
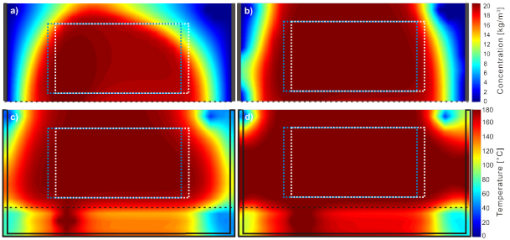
Fig. 8 – Vapour concentration (a-b), vapour temperature (c-d) distribution in the given slice of the process zone along X axis, at two points of time in the heating up (at 7, 14 mins);
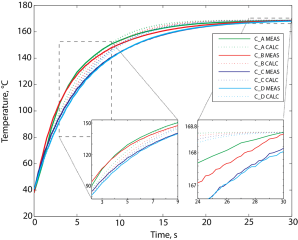
Besides the complex simulation of the process zone, the board-level process modelling also yielded promising results with both multiphysics and simplified condensation modeling approach. Calculations with the filmwise condensation approach showed that with a corrected combination of Bejan [12] and Gerstmann-Griffith [13] models (for the top-bottom sides of a PCB) measured data can be approximated with an overall 1.8% error (Fig. 9, left). While multiphysics approach gave more precise results (due to the dew-point calculations and dynamic concentration tracking), the comparison of modeling methodologies show (Fig. 9, right) that the simplified model (solved in seconds) is practically almost as precise as the multiphysics model (solved in hours). The advanced stage of the research involves extended investigation of the PCB dimensions (side length ratios) (Fig. 10, left) and refinement of the multiphysics description of the film layer behaviour (Fig. 10, right). (Detailed description of the various cases can be found in [S1] and [S4].)
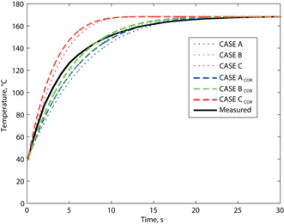
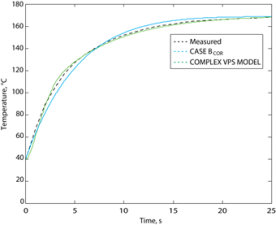
Fig. 9 – Calculation results of different model-combination approaches compared with measured temperature data on a PCB (left); comparing the best simplified case (B corrected) with multiphysics and measurement results (right).
 |
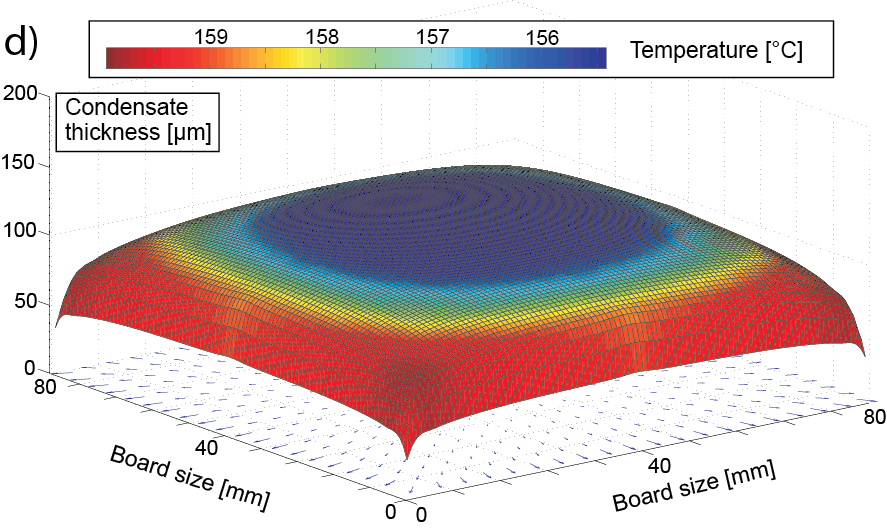 |
Fig. 10 – Comparison of calculations for different PCBs (given side ratios) with measurement data (left); multiphysics investigation of the condensate (right).
Using adequately reduced heating power, and knowing the parameters of the optimal process volume, it is possible to track a pre-programmed soldering profile (e.g. a recommendation by the paste manufacturer) with unprecedented precision (Fig. 11, left). The refined soft method enables soldering of heat-sensitive, biologically degradable boards. (Fig. 11, right)

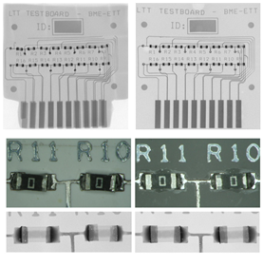
Fig. 11 – Tracking a pre-programmed soldering profile with four different PCBs (upper left); error on the relevant part of the profile compared to measurement (lower left); optical and X-ray investigation of soldered components on biodegradable circuits (right).
Expected impact and further research
The novel approach on measuring the temperature- and pressure state variables gives more precise and detailed results than the current industry standards, also enabling verification of the simulations. The boiling point recognition procedure of the VPS systems (which are idle from production aspect) can be substituted with an in-situ saturation measurement, improving the productive time of the VPS systems. Thus the total energy utilization is also reduced, emphasizing the economical and environment-friendly aspects of the technology.
The use of successful multiphysical simulation methods may help designing VPS ovens in advanced phases. The simplified condensational model (relating to the optimal process volume) implemented in an industrial oven may help predict a soldering profile for the operator according to the inserted PCB. The extended system is able to overcome the imprecision of heat transfer inside conventional reflow ovens, and is able to track programmed profiles more precisely than other methods, due to the special controlling technique. This opens up new paths to special, “green-electronics” applications, where the parameter space of the process adapts to the increased heat sensitivity of biodegradable materials.
The novelty of the research is also reflected by the articles published in the leading journals of the topic.
Publications, bibliography, links
Reviewed and referred, international journal papers in English:
[S1] A. Géczy, B. Illés, Zs. Péter, Zs. Illyefalvi-Vitéz, Heat transfer modeling of Vapour Phase Soldering for different horizontal Printed Circuit Boards”, Heat and Mass Transfer (Springer), (2014), Document with the publisher - accepted for publication, DOI: 10.1007/s00231-014-1386-1 (IF: 0,840)
[S2] B. Illés, A. Géczy, Numerical Simulation of Condensate Layer Formation During Vapour Phase Soldering”, Applied Thermal Engineering 70: pp. 421-429. (Elsevier), (2014) Document with the publisher - accepted for publication, DOI: 10.1016/j.applthermaleng.2014.05.032, (IF: 2.064)
[S3] B. Illés, A. Géczy, Investigating the dynamic changes of the vapour concentration in a vapour phase soldering oven by simplified condensation modeling”, Applied Thermal Engineering 59:(1-2) pp. 94-100. (Elsevier), (2013) (IF: 2.064)
[S4] A. Géczy, B. Illés, Zs. Illyefalvi-Vitéz, Modeling method of heat transfer during Vapour Phase Soldering based on filmwise condensation theory”, International Journal of Heat and Mass Transfer, DOI:10.1016/j.ijheatmasstransfer.2013.08.072, pp. 1145-1150., (Elsevier) (2013.) (IF: 2.407)
[S5] A. Géczy, B. Illés, Zs. Péter, Zs. Illyefalvi-Vitéz, Characterization of VPS Process Zone with pressure measurements”, Soldering and Surface Mount Technologies, 25:(2) pp. 99-106. (2013), (Emerald) (IF: 0.816)
[S6] B. Illés, A. Géczy, Multi-Physics Modelling of a Vapour Phase Soldering (VPS) System”, Applied Thermal Engineering, Vol. 32. 48: pp. 54-62. (2012), (Elsevier) (IF: 2.064)
[S7] A. Géczy, Zs. Illyefalvi-Vitéz, P. Szőke, Investigations on Vapor Phase Soldering Process in an Experimental Soldering Station”, Micro and Nanosystems, (2) pp. 170-177. (2010) (Bentham)
Comment: [S7] is the second most referred paper of the journal.
Link: http://benthamscience.com/journal/most-cited-articles.php?journalID=mns#top
Reviewed and referred, international conference papers in English:
[S8] A. Géczy, L. Gál, I. Hajdu, B. Kovács, D. Nagy, M. Ruszinkó, Optimizing Solder Joints on Biodegradable PCBs with Vapour Phase Soldering, IEEE 37th International Spring Seminar on Electronics Technology (ISSE). Dresden, Germany, 2014.05.07-2014.05.11. Paper A07
[S9] A. Géczy, B. Illés, Zs. Illyefalvi-Vitéz, Modeling of condensation heating during Vapour Phase Soldering, 36th International Spring Seminar on Electronics Technology, IEEE-ISSE2013, Alba Iulia, Romania, 2013.05.08-2013.05.12.,
[S10] A. Géczy, T Garami, B Kovács., D Nagy, L Gál, M Ruszinkó and I Hajdu: Soldering Tests with Biodegradable Printed Circuit Boards, 19th International Symposium for Design and Technology of Electronic Packaging IEEE-SIITME 2013. Galati, Romania, 2013.10.24-2013.10.27.
[S11] A. Géczy, Kovács Márk, Hajdu István: Conductive Layer Deposition and Peel Tests on Biodegradable Printed Circuit Boards, 18th International Symposium for Design and Technology of Electronic Packaging, IEEE-SIITME2012, Alba Iulia, Romania, 2012.10.25-2012.10.28., Paper 2.6, pp. 139-142
[S12] A. Géczy, Zs. Péter, B. Illés, Zs. Illyefalvi-Vitéz: Pressure sensing: a novel method for characterizing the processing zone in vapour phase soldering system, 35th International Spring Seminar on Electronics Technology, IEEE-ISSE2012, Salzburg, Austria, 2012.05.09-2012.05.12., Paper A12. pp.55-58
[S13] B. Illés, A. Géczy: Condensation Model of Vapour Phase Soldering, 18th International Symposium for Design and Technology of Electronic Packaging, IEEE-SIITME2012, Alba Iulia, Romania, 2012.10.25-2012.10.28., Paper A33., pp. 63-68
[S14] A. Géczy, B. Kvanduk, B. Illés, Zs. Illyefalvi-Vitéz: Thermocouple Attachment Methods for PCB Profiling During Vapour Phase Soldering 18th International Symposium for Design and Technology of Electronic Packaging IEEE-SIITME2012, Alba Iulia, Romania, 2012.10.25-2012.10.28. Paper P2.5, pp. 133-137
[S15] Zs Péter, A Géczy, B Illés, Zs Illyefalvi-Vitéz: Pressure Measurements in a Batch Type Vapour Phase Soldering Station. 18th International Symposium for Design and Technology of Electronic Packaging. IEEE-SIITME2012, Alba Iulia, Romania, 20172.10.25-2012.10.28. Paper P2.11, pp. 163-166
[S16] A. Géczy, Sz. Péter, Zs. Illyefalvi-Vitéz, M. Ruszinkó: Soldering profile optimization for vapour phase reflow technology, 17th International Symposium for Design and Technology of Electronics Packages, IEEE-SIITME2011, Timisoara, Romania, 2011.10.20-2011.10.22., pp. 149-152
[S17] A. Géczy, Zs. Péter, Zsolt, Zs. Illyefalvi-Vitéz: 3D Thermal Profiling of an Experimental Vapour Phase Soldering Station, 34th International Spring Seminar on Electronics Technology, IEEE-ISSE2011, Tatranska Lomnica, Slovakia, 2011.05.11-2011.05.15., pp. 89-93
[S18] A. Géczy, V. Léner, I. Hajdu, Zs. Illyefalvi-Vitéz: Low Temperature Soldering on Biopolymer (PLA) Printed Wiring Board Substrate, 34th International Spring Seminar on Electronics Technology, IEEE-ISSE2011, Tatranska Lomnica, Slovakia, 2011.05.11-2011.05.15., pp. 57-62
[S19] Zs. Illyefalvi-Vitéz, A. Géczy, P. Szőke, R. Bátorfi, I. Törzsök: Experimental investigations on the vapor phase soldering process 16th International Symposium for Design and Technology of Electronics Packages, IEEE SIITME2010, Pitesti, Romania, 2010.09.23-2010.09.26., pp. 25-28
[S20] Zs. Illyefalvi-Vitéz, A. Géczy, R. Bátorfi, P. Szőke: Analysis of Vapor Phase Soldering in Comparison with Conventional Soldering Technologies, 3rd Electronics System Integration Technology Conference, IEEE ESTC2010, Berlin, Germany, 2010.09.14-2010.09.16., Paper 0283.
[S21] A. Géczy, R. Bátorfi, L. Gál, Zs. Illyefalvi-Vitéz, P. Szőke: Evaluating vapor phase soldering for fine pitch BGA, 33rd International Spring Seminar on Electronics Technology, IEEE-ISSE2010, Warsaw, Poland, 2010.05.12-2010.05.16., pp. 482 487
Hungarian conference paper in English::
[S22] A. Géczy, B. Illés, Zs. Illyefalvi-Vitéz: Investigating the process zone of a Vapour Phase Soldering oven, Proceedings of the TAMOP PhD Workshop, TAMOP-4.2.2/B-10/1-2010-0009., Budapest, Hungary, 2012.03.09. p. 4. Paper 3.
Links:
VPS simulation (concentration) Youtube link:
http://www.youtube.com/watch?v=QJcd_dG9unM&
VPS simulation (temperature) Youtube link:
http://www.youtube.com/watch?v=kLYPh8t2CA0&
BME Publication Database, Géczy Attila:
http://mycite.omikk.bme.hu/search/slist.php?lang=0&AuthorID=10005506
BME ETT - Géczy Attila personal website:
http://www.ett.bme.hu/staff.php?staff_id=1252675601520.9_0b1428f0a0f9e2d4f4bc70bce1f533cf
References:
[1] R. C. Pfahl, H.H. Amman: Method for Soldering, Fusing or Brazing US Patent 3,866,307 1975.
[2] C. Lea: Heat Transfer Fluids for Vapour Phase Soldering - An Appraisal, Soldering and Surface Mount Technologies, Vol. 1. No. 1, 1989. pp. 23-32
[3] M. Avataneo, W. Navarrini, U. De Patto, G. Marchionni: Novel perfluoropolyethers containing 2,2,4-trifluoro-5-trifluoromethoxy-1,3-dioxole blocks: synthesis and characterization, Journal of Fluorine Chemistry, Vol. 130, 2009, pp. 933–937
[4] O. Krammer, T. Garami: Comparing the Intermetallic Layer Formation of Infrared and Vapour Phase Soldering 34th International Spring Seminar on Electronics Technology, IEEE-ISSE, Tatranska Lomnica, Slovakia, 2011.05.11-2011.05.15, pp. 196-201
[5] W. Gatza, T. Evans: Thermal Cycle Reliability Study of Vapor Phase BGA Joints, Proceedings of IPC APEX 2012, San Diego, USA, 2012, No. S04-2.
[6] N-C. Lee: Assembly Processes: Reflow, Reflow Soldering Processes and Troubleshooting: SMT, BGA, CSP and Flip Chip Technologies, BH Newnes, Oxford, UK, 2002, pp. 4/77-80
[7] D. Suihkonen: Vapor phase for lead-free reflow, Global SMT & Packaging, Vol. 7.9, 2007, pp. 30-32
[8] C. Zabel: Condensation Reflow-Soldering - The Soldering Process with Solutions for future Technological Demands. technical paper by ASSCON Systemtechnik-Elektronik GmbH, 2011, available: www.amtest.bg, (as of June 2, 2012)
[9] W. Leider, Dampfphasenlöten - Grundlagen und praktische Anwendung, Eugen G. Leuze Verlag, Bad Saulgau, Germany, 2002, pp. 31-39
[10] R. Strauss: SMT Soldering Handbook, 2nd ed., BH Newnes, Oxford, UK 1998, pp. 179-188
[11] B. G. Nimmo, G. Leppert, Laminar Film Condensation on a Finite Horizontal Surface, Proceedings of 4th International Heat Transfer Conference, Paris, France 1970, pp. 402-403
[12] A. Bejan, Film condensation on an upward facing plate with free edges, International Journal of Heat and Mass Transfer 34 (1991) pp. 582-587
[13] J. Gerstmann, P. Griffith, Laminar film condensation on the underside of horizontal and inclined surfaces, International Journal of Heat and Mass Transfer 10 (1967) pp. 541-569