|
|
BMe Research Grant |
|

Geier Norbert
BMe Research Grant - 2019
![]()
Géza Pattantyús-Ábrahám Doctoral School of Mechanical Engineering
BME Department of Manufacturing Science and Engineering
Supervisor Dr. Szalay Tibor
Analysis of machining induced micro and macro geometrical defect in carbon fibre reinforced polymer composites
Introducing the research area
In my doctoral research, the machinability of carbon fiber reinforced polymer (CFRP) composite materials is analysed and optimised (from the point of view cost-effectiveness, quality and operation time), which were favorably used in the space, military and aircraft industries due to their high specific mechanical properties [1]. However, due to the inhomogeneous and anisotropic nature of CFRP composites and the strong abrasive wear-effect of carbon fibers, there are many difficulties in machining these materials [2]. A systematic study of the causes and consequences of machining difficulties and challenges is required to produce CFRP composite components with greater productivity, higher automation and sustainability.
Brief introduction of the research place
My doctoral research is carried out at the Department of Manufacturing Science and Engineering at the BME under the professional guidance of Dr. Tibor Szalay and the mentoring of Dr. Gyula Mátyási. The main research and educational competencies of our department are adapted and flexibly changed to the manufacturing trends and needs of the world. The main professional competencies of the department are as follows: production and process planning, industrial and service robotics, industry 4.0, predictive maintenance planning, industrial measurement technology, ultra-precision and micromachining.
History and context of the research
Due to their excellent specific mechanical properties, CFRP composite materials are preferred for use in industries where high strength and low weight is required at the same time. In the aerospace industry, just like in automotive, wind turbine, military, sports and space industries, manufacturers try to laminate CFRP components in a single operation, but they often need post-processing(s) before they can be used or assembled.
Nevertheless, the machining of CFRP composite materials is complicated and expensive: (i) due to the inhomogeneity and anisotropy of the material, the characteristic of geometrical defects caused by cutting and chip-forming mechanisms are significantly dependent on machining directions [3]; (ii) carbon fibers show strong abrasive wear effect, what should be taken into account for all elements of the machining environment [4]; furthermore, (iii) heat dissipation is also problematic due to the low thermal conductivity of the polymers and the hazards accompany the use of coolant fluids (polymer absorption) [5]. Because of these cutting characteristics and conditions, CFRP materials are considered difficult-to-cut materials, i.e. many micro and macro geometric defects can occur when cutting of these materials [S1-S4]. Such characteristic geometric errors caused by machining (drilling) are shown in Fig. 1.
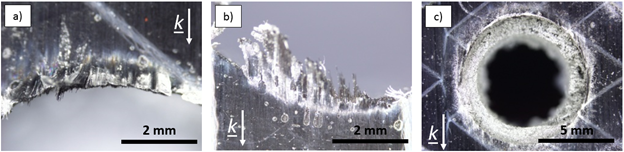
Fig. 1 Typical machining induced geometrical defects in CFRP materials: (a) Delamination (material discontinuity resulting from laminate layer separation) and matrix burn, (b) uncut fibers and (c) residual powder-like chip in borehole [S1]
The research goal, open questions
Based on international literature review and my research work completed during my master studies, I have formulated the following observations, shortcomings and research objectives:
(i) Surface roughness metrics and methods defined in DIN EN ISO 4287 and DIN EN ISO 4288 have been developed on the basis of extensive metal technology knowledge and experience, and are therefore of limited use for the surface roughness characterization of non-metallic materials. Thus, one of the main goals of my doctoral research was to investigate the application and change of a combined roughness parameter (Rz / Ra), which refers to the amount of small-sized uncut fibers remaining on the machined surface.
(ii) Measuring and / or calculating geometric parameters that are widely used by researchers, and which characterize uncut fibers, can be measured and / or calculated quickly, however, these metrics do not allow creation of clear grading and rating methods that limit values independent of hole diameter and / or chip edge length. Consequently, the development and application of specific metrics for nominal geometry (hole diameter or edge length) has become another goal of my doctoral research, which enables characterization of orbital drilling and edge trimming operation elements with good reproducibility indicators.
(iii) Researchers recommend the indirect monitoring of machined CFRP properties by cutting force, cutting temperature or tool wear [6-8], but these cannot be carried out easily in industrial environments. Therefore, the third main objective of my PhD research is the development of a CFRP drilling process monitoring and diagnostic method for direct and easy monitoring of the CFRP machining process.
(iv) The fourth main aim of my doctoral research is to analyze the effects of fiber direction on cutting force, based on which the special contour milling paths (not contour-dependent, but fiber-dependent) can be developed, which can help reduce the amount of uncut reinforcement and bundling fibers.
Methods
The main goals of my doctoral research could be reached by the application of (i) systematic experimental design, (ii) careful experimentation and data collection, and (iii) systematic evaluation and modeling. I have improved and validated the novel methods and scientific results with iterative experimental work so that the models and results created are adequate at a high level of significance.
Due to the extremely high tooling and workpiece costs, and also the limited resources available (raw material, machine tool, time, money, etc.), the number of experiments had to be minimized, therefore, cutting experiments were designed using the central composite inscribed (CCI) experimental design method [S2 , S3, S4].
The main and interaction effects of the selected factors were investigated by the response surface methodology (RSM) and the analysis of variance (ANOVA) [S2, S3]. During the evaluations, a second-order response surface (in the case of an orbital drilling strategy, a second-order hyper-surface) was applied to the measured points. Analyzing these surfaces help understand and optimize drilling processes (effects, main effects, interactions, etc.).
The cutting force applied in the drilling and milling experiments was measured by a three-component piezoelectric load cell, which provided heavily noisy data. Fast Fourier transformation (FFT) and inverse FFT was therefore applied to filter the signal [S2, S3, S7]. I chose the cutting frequency as a function of maximum speed and harmonics. Fig. 2 illustrates the FFT method used to evaluate a CFRP milling process.
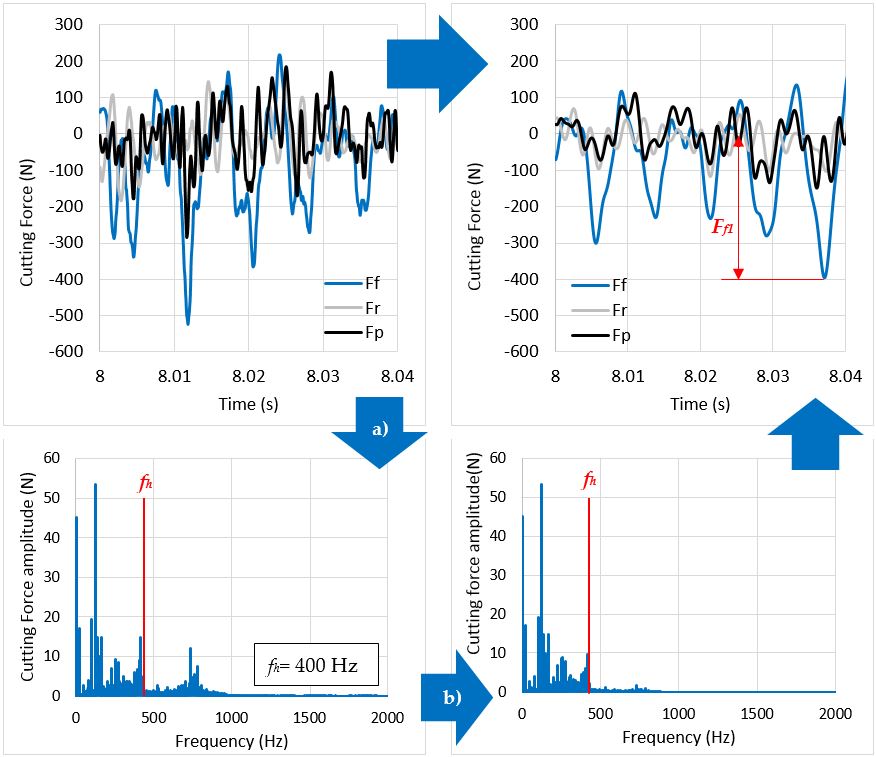
Fig. 2 (a) transformation of the original signal followed by (b) using a low-pass filter, and (c) inverse FFT
Quantities of reinforcing and bundling fibers remaining on the edges of the cut-off shapes instead of the nominal location, were analyzed by digital image processing (DIP) [S2, S4, S6, S11, S12], an easy to use tool to reproducibly produce and compare metrics specific to certain shape properties. Fig. 3 shows the DIP process of the drilled holes, while Fig. 4 shows the DIP process of the trimmed edges.
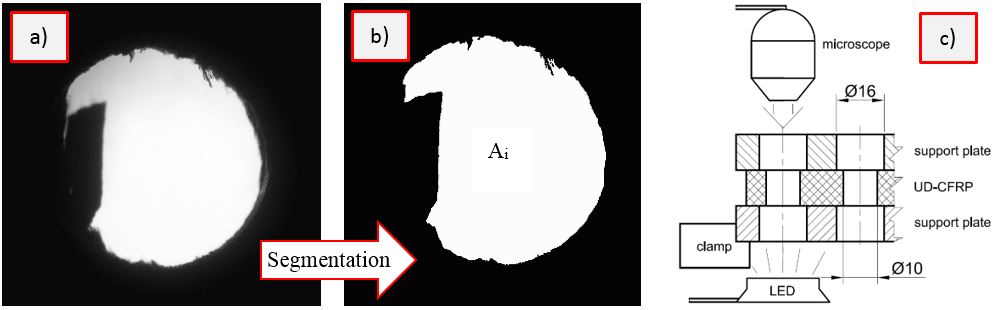
Fig. 3 Main steps of the borehole DIP: (a) digital recording of the bottom-illuminated bore (b) binarized digital recording, (c) measuring setup
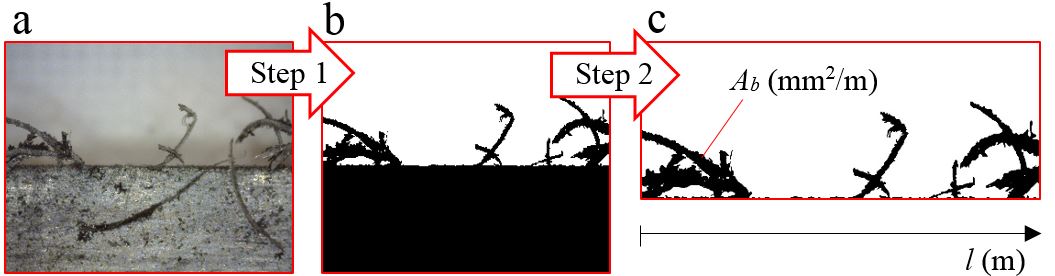
Fig. 4 Main steps in the preparation of digital images used for machined edges for image processing: (a) original recording (b) binarized recording (c) scaled-down binarized recording
The images prepared for image processing (Fig. 4 (c)) were placed next to each other by panoramic matching and (Fig. 5), and the novel quantities characteristic of uncut fibers were then counted by windowing method as follows:
(i) Ab (mm2 / m): the area of uncut fibers, bounded to the machined edge length, which indicates the projection area of reinforcing and bundling strands perpendicular to the direction of measurement cut at non-nominal location and remained at the edge of the unit.
(ii) X (mm): average maximum height of uncut fibers.
As both parameters (Ab, X) were received from two-dimensional measurements (of uncut fibers), they are not suitable for volumetric characterization. With this method, however, the CFRP edges can be classified with good reproducibility indicators in industrial environment, too.
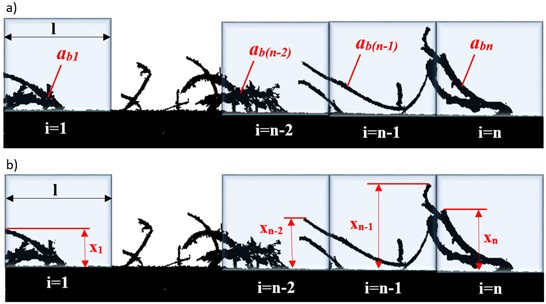
Figure 5 Schematic diagrams for calculating optimization parameters for the characteristics of uncut fibers. (a) The area of uncut fibers, based on the machined edge length. (b) The average of the highest uncut fibers, divided by the machined edge length
Results
The ratio of roughness depth to the average surface roughness (Rz / Ra) of the surface of quasi homogeneous metallic materials usually takes the value of Rz / Ra = (5-7) μm / μm, mainly depending on the raw material and the type of machining [9]. However, this ratio may be significantly higher when cutting CFRPs, due to the increased surface roughness caused by the cutting fibers and / or bundling fibers not cut at the nominal position on the machined surface. In this cutting process, uncut fibers cause a relatively high value of the Rz parameter, while their effect on the average surface roughness (Ra) is less significant (due to averaging) [S2, S3, S8].
Photomicrographs of the machined surfaces of representative holes are shown in Fig. 6 [S8]. On the enlarged images, one can easily recognize the white stacking and black carbon fibers that the cutting tool could not cut at the nominal depth, thus increasing the roughness peaks locally.
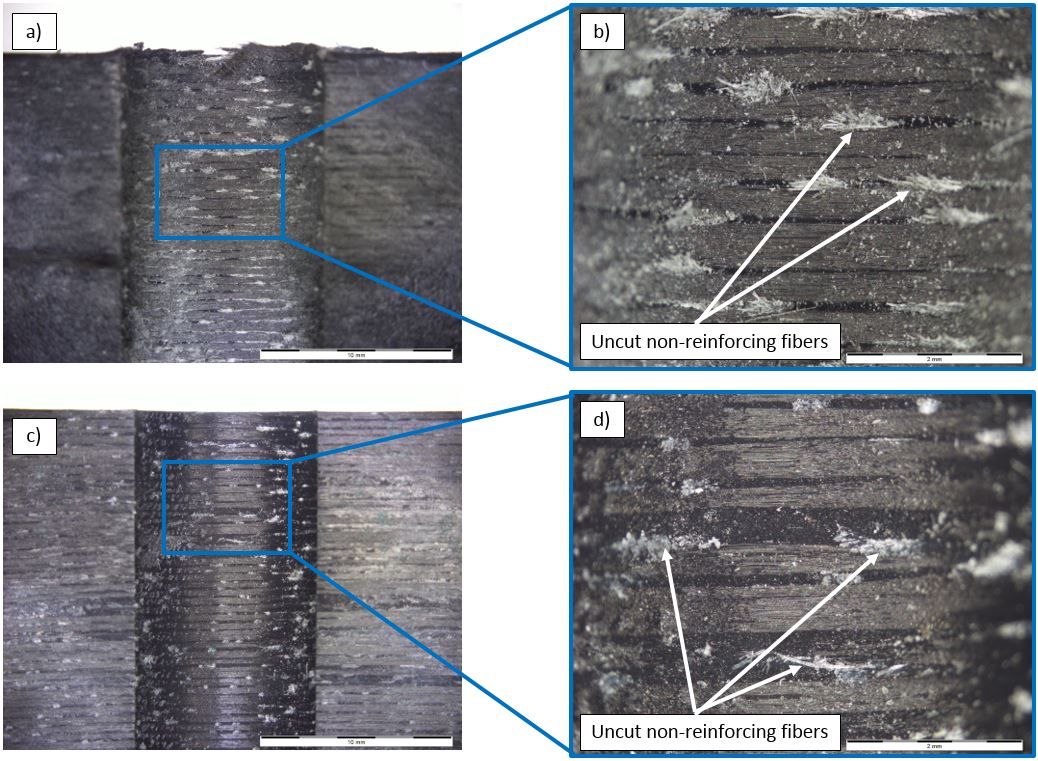
Fig. 6: Microscopic images of borehole surfaces. Settings: (a) traditional drilling, original magnification of 0.7x; (b) conventional drilling, original magnification of 3.2x; (c) orbital drilling, original magnification of 0.7x; (d) orbital drilling, original magnification of 3.2x [S8]
Surface roughness characteristics shown during drilling experiments were also observed at milling experiments, as shown in Fig. 7 [S8]. Based on the drilling and milling experimental results, it can be stated that the Rz / Ra of the machined surface in CFRP composite material varies over a wider range than in the case of metallic materials. The local high roughness peaks caused by the reinforcing and bundling fibers remaining on the cut surface, not cut at the nominal depth, cause a high Rz / Ra ratio. Chip surfaces with a high Rz / Ra feature may require post-machining, resulting in extra operation time and cost, so it is important to devote special attention to technology design.
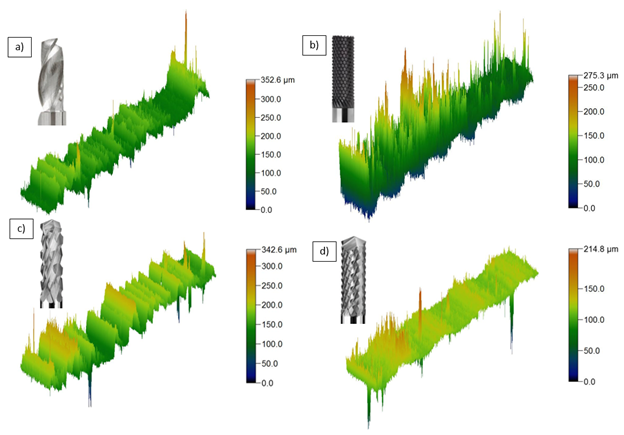
Fig. 7 3D surface roughness profiles measured with Alicona confocal microscope for various special cutting tools
Climb milling (up milling) and conventional milling (down milling) experiments were carried out in CFRP composite and I examined the effect of the fiber direction (anisotropy) on cutting force [S11, S19]. On the basis of the experimental results it can be stated that in the case of climb and conventional milling, the position of cutting force minimum points is different, so when designing milling tool paths it is worth taking this into consideration. The built-in milling cycles of current production programming software are typically not suited to providing different orientation angles for climb and conventional track sections during generation of time-optimized flat milling tool paths. So I use a dual orientation angle for industrially efficient chained milling track design.
Different chipping mechanisms are associated with different machining directions, so that the degree of spinning (amount of uncut fibers) can be reduced with special tool paths. In my doctoral research, based on my fiber direction impact analysis, I developed a special trochoidal-like toolpath [S11] that can be used to produce good-quality edges in CFRP composites even in unfavorable conditions (fiber orientation). The experimental results are illustrated in Fig. 8.
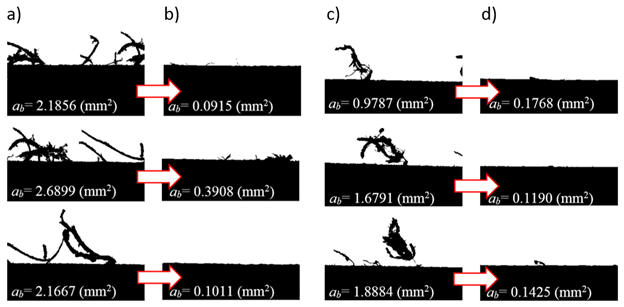
Fig. 8 (a), (c): CFRP contour with conventional contour parallel tool paths, while (b) (c): edges with special toolpath developed in doctoral research
Expected impact and further research
Most of my scientific results [S1-S19] can be directly utilized by companies manufacturing CFRP materials, but further developments and optimizations are inevitable. My future research goals are as follows:
(i) Increasing the level of automation and computation of the novel image processing techniques developed in my doctoral research to be effective in industrial environments.
(ii) Expanding the arguments of the feed rate vector function used for edge milling tasks to be applied to general spatial curves.
(iii) Softening trochoidal toolpaths, which is essential for high speed machining (HSM). I would like to examine the way of smoothing (circular, spline, spiral, etc.) and its size by simulations and experiments.
Publications, references, links
List of corresponding own publications.
[S1] Norbert GEIER, J Paulo DAVIM, Tibor SZALAY: Advanced cutting tools and technologies for drilling of carbon fibre-reinforced polymer (CFRP) composites: A review. Composites part A. (IF.: 4.514, accepted)
[S2] Norbert GEIER, Tibor SZALAY, Márton TAKÁCS: Analysis of thrust force and characteristics of uncut fibres in the case of non-conventional oriented drilling of uni-directional carbon fibre-reinforced polymers (UD-CFRP). International Journal of Advanced Manufacturing Technology 100:3139-3154. DOI: 10.1007/s00170-018-2895-8 (IF.: 2.601)
[S3] Norbert GEIER, Tibor SZALAY: Optimisation of process parameters for the orbital and conventional drilling of uni-directional carbon fibre-reinforced polymers (UD-CFRP). MEASUREMENT 110: pp. 319–334. (2017) (IF.: 2.359)
[S4] Csongor PERESZLAI, Norbert GEIER: A comparative analysis of wobble milling, helical milling and conventional drilling of CFRP. The International Journal of Advanced Manufacturing Technologies. (IF.: 2.601, under review)
[S5] Norbert GEIER, Gyula MATYASI: Machinability Study of Unidirectional CFRP Using Central Composite Design of Experiments. Óbuda University e-Bulletin Vol. 6 no. 1. pp 21-27 (ISSN 2062-2872) 2016
[S6] Norbert GEIER, Norbert IBRIKSZ: Analysis of uncut fibres at machined holes in carbon fibre-reinforced plastics (CFRP) using digital image processing. Bánki Reports: Vol. 1. No. 3 pp 11-14. (2018)
[S7] Norbert GEIER, Balázs SOMOSKŐI: Machinability analysis of carbon fibre-reinforced plastics (CFRP) using compression tools. Bánki Reports: Vol. 1. No. 3 pp 5–10. (2018)
[S8] Norbert GEIER, Csongor PERESZLAI: Analysis of characteristics of surface roughness of machined CFRP composites. Periodica Polytechnica (under review)
[S9] Norbert GEIER, Tibor SZALAY: Analysis of the cutting forces in machining of uni-directional carbon fiber reinforced plastics (UD-CFRP). Proceedings of 7th International Technological Conference of CVUT. pp. 42–46. (ISBN:978-80-87583-17-3)
[S10] Norbert GEIER, Tibor SZALAY, Gyula MÁTYÁSI: A comparative experimental study of the machinability of UD-CFRP using right-hand-cut and left-hand-cut end mills. International Conference on Innovative Technologies: IN-TECH 2016. pp. 221–224.
[S11] Norbert GEIER, Tibor SZALAY, István BIRÓ: Trochoid milling of carbon fibre-reinforced plastics (CFRP). 8th CIRP Conference on High Performance Cutting (HPC 2018) https://doi.org/10.1016/j.procir.2018.09.039
[S12] Norbert GEIER, György PÓKA, Tibor SZALAY: Direct monitoring of hole damage in carbon fibre-reinforced polymer (CFRP) composites. IOP Conf. Ser.: Mater. Sci. Eng. 448 012003. doi:10.1088/1757-899X/448/1/012003
[S13] Csongor PERESZLAI, Norbert GEIER: Szénszál erősítésű polimer (CFRP) kompozit anyagok speciális fúró szerszámainak áttekintése. OGÉT 2019 conference pp. 428-431.
[S14] Norbert GEIER, György PÓKA, Csongor PERESZLAI: Monitoring of orbital drilling process in CFRP based on digital image processing of characteristics of uncut fibres. Procedia CIRP (under review)
[S15] Csongor PERESZLAI, Norbert GEIER: Edge trimming of unidirectional carbon fibre-reinforced polymer composite. Technological forum 2019. (under review)
[S16] Norbert GEIER, Gyula MATYASI: Egyirányú CFRP forgácsolhatósági vizsgálata frakcionális faktoriális kísérlettervvel. OGÉT 2016 conference pp. 143–146. (ISSN 2068-1267)
[S17] Balázs SOMOSKŐI, Norbert GEIER: Szénszállal erősített polimer kompozit (CFRP) forgácsolhatósági vizsgálata kompressziós szármaróval. 26. Nemzetközi Gépészeti Konferencia: OGÉT 2018. pp. 422–425.
[S18] Norbert IBRIKSZ, Norbert GEIER: Szénszál erősítésű polimer (CFRP) forgácsolhatósági vizsgálata különböző furatkészítési stratégiákkal. 26. Nemzetközi Gépészeti Konferencia: OGÉT 2018. pp. 216–219.
[S19] Norbert GEIER, Gyula MÁTYÁSI: Szénszállal erősített polimer kompozit (CFRP) szálvágási szögének hatása a forgácsoló erőre. GÉPGYÁRTÁSTECHNOLÓGIA 55: 2 pp.104–108. , 5 p. (2015)
Table of links.
List of references.
[1] N. Forintos and T. Czigany, “Multifunctional application of carbon fiber reinforced polymer composites: Electrical properties of the reinforcing carbon fibers – A short review,” Compos. Part B Eng., vol. 162, pp. 331–343, Apr. 2019.
[2] K. John, S. T. Kumaran, R. Kurniawan, K. Moon Park, and J. Byeon, ‘Review on the methodologies adopted to minimize the material damages in drilling of carbon fiber reinforced plastic composites’, Journal of Reinforced Plastics and Composites, vol. 38, no. 8, pp. 351–368, Apr. 2019.
[3] R. Voss, L. Seeholzer, F. Kuster, and K. Wegener, ‘Analytical force model for orthogonal machining of unidirectional carbon fibre reinforced polymers (CFRP) as a function of the fibre orientation’, Journal of Materials Processing Technology, vol. 263, pp. 440–469, Jan. 2019.
[4] G. Poulachon, J. Outeiro, C. Ramirez, V. André, and G. Abrivard, ‘Hole Surface Topography and Tool Wear in CFRP Drilling’, Procedia CIRP, vol. 45, pp. 35–38, Jan. 2016.
[5] J. Y. Sheikh-Ahmad, F. Almaskari, and F. Hafeez, ‘Thermal aspects in machining CFRPs: effect of cutter type and cutting parameters’, Int J Adv Manuf Technol, vol. 100, no. 9, pp. 2569–2582, Feb. 2019.
[6] C. Ramirez, G. Poulachon, F. Rossi, and R. M’Saoubi, ‘Tool Wear Monitoring and Hole Surface Quality During CFRP Drilling’, Procedia CIRP, vol. 13, pp. 163–168, Jan. 2014.
[7] D. Samuel Raj and L. Karunamoorthy, ‘Cutting edge—flatting and roughness measurement—to monitor blunting and chipping of the drill cutting edge when drilling CFRP’, Int J Adv Manuf Technol, vol. 92, no. 1, pp. 953–968, Sep. 2017.
[8] A. Caggiano, F. Napolitano, L. Nele, and R. Teti, ‘Multiple Sensor Monitoring for Tool Wear Forecast in Drilling of CFRP/CFRP Stacks with Traditional and Innovative Drill Bits’, Procedia CIRP, vol. 67, pp. 404–409, Jan. 2018.
[9] B. Palásti-Kovács, S. Sipos, and Á. Czifra, ‘'Rz=4xRa’ and other roughness parameters in the evaluation of machined surfaces’, 13th International Conference on Tools Miskolc, Hungary 2012.